

Начальные вложенияот 1 250 000 рублейПрибыль в месяцот 500 000 рублейСрок окупаемости7-12 месяцев
Межкомнатные двери в дизайне помещений играют не последнюю роль. Они не только выполняют свои основные функции, но и должны иметь эстетический и соответствующий интерьеру внешний вид. Сейчас в моде двери с дизайнерской задумкой, комбинирующие различные фактуры и материалы. Затевая такой бизнес, надо идти в ногу со временем.
Сырье для изготовления межкомнатных дверей
В производстве межкомнатных деревянных дверей можно использовать готовые материалы (мебельный щит, фанеру, МДФ, шпон) или заготовки (доску обрезную, цельные бревна). Первый вариант значительно упрощает технологию. Второй – снижает себестоимость и увеличивает прибыль, но требует больших капиталовложений. Поэтому позволить себе полный технологический цикл могут только крупные фабрики, ориентированные на массовое производство межкомнатных дверей.
Предприятия среднего и малого бизнеса предпочитают наращивать мощности, используя в качестве сырья готовые материалы. А после окупаемости первоначальных вложений и при возможности расширения – открывать отдельный цех по производству мебельного щита, шпона и других материалов в непосредственной близости от места лесозаготовок.



Финансовая сторона бизнеса
Теперь о главных вопросах, сколько стоит открыть производство металлических дверей и на какую прибыль можно рассчитывать.
Читайте также: Изготовление защитных чехлов для смартфонов как бизнес идея.
Стартовые вложения
За основу для расчетов будет взят цех площадью 100 м2.
- Аренда помещения — 25 000 руб.
- Закупка оборудования — 100 000 руб.
- Материалы и сырье на 20 дверей — 140 000 руб.
Сюда же стоит добавить 35 000 руб. на лицензию и 10 000 руб. уставного капитала для ООО.
Итого: 310 000 руб.
Ежемесячные расходы
- Аренда — 25 000 руб.
- Коммунальные платежи — от 5 000 руб.
- Маркетинг — 20 000 руб.
- Зарплатный фонд — 70 000 руб.
Итого: 120 000 руб.
К полученной сумме еще придется добавить налоги на прибыль и зарплату.
Помещение для производства межкомнатных дверей
Основные требования к производственному цеху – сухость (обязательное условие для хранения материалов, продукции и работы с деревом), наличие отопления и всех необходимых коммуникаций, трехфазная сеть, подъездные пути для транспорта.

Размеры цеха варьируются в зависимости от объемов производства и полноты технологического цикла. Если для предприятия по изготовлению дверей из обрезной доски потребуется площадь не менее 400 м2, то для малого производства из готового мебельного щита будет достаточно и 100—120 м2.
В помещении рекомендуется предусмотреть:
- отапливаемый склад для первичной сушки древесины;
- производственный цех;
- отдельное помещение для нанесения лакокрасочного покрытия;
- место для сборки и хранения готовой продукции.

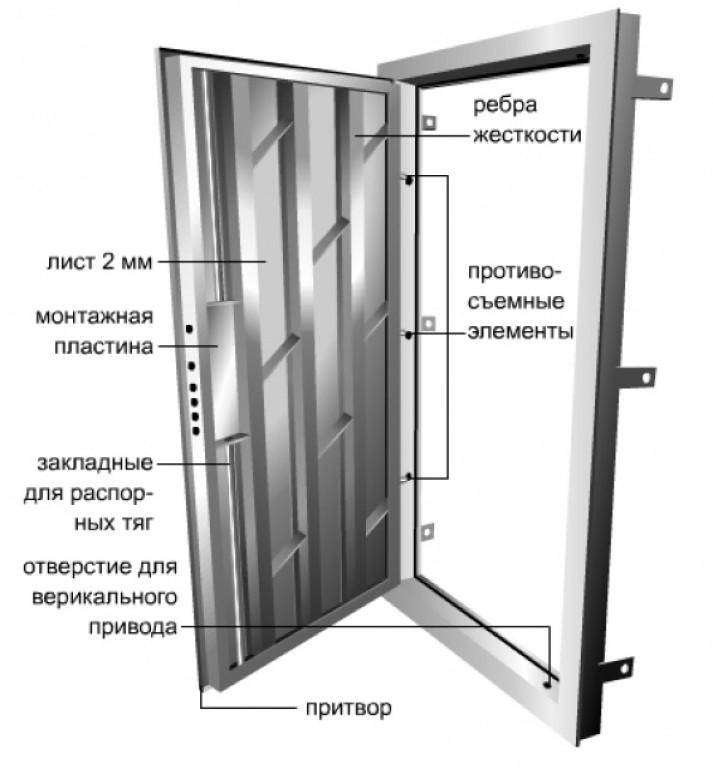
Для работы с металлами
Предполагает уже значительно большее количество помещений ввиду большего количества этапов производства.
- Склад для приема и предварительной подготовки металлического сырья.
- Цех для обработки листов стали и проката.
- Цех для сборки и сварки деталей.
- Цех для покраски.
- Отделение для декора продукции.
- Цех для окончательной сборки деталей.
- Склад для хранения готового товара.
Говоря об электричестве, желательно, чтобы на площадке находилась трехфазная сеть. С размерами будущего цеха определиться стоит, распланировав приблизительные объемы производимой продукции. Для предприятий, изготавливающих товар с нуля, стоит обзавестись площадкой размерами не меньше 400 квадратных метров. Для малого цеха подойдет и 100-150 квадратных метров.
Технология производства межкомнатных дверей
Рассмотрим полный технологический цикл производства межкомнатных дверей из древесного массива с облицовкой шпоном.
1. Производственный цикл начинается с распиловки древесины (бревен) на высокоточных ленточных пилорамах, что обеспечивает минимальный уровень брака.

Читайте также: Что Такое Хостинг Сайтов? Разъяснение Для Начинающих
2. После – доски поступают в специальное место – сушильный комплекс, оборудованный камерами с механизированной загрузкой. Процесс сушки завершается контролем влажности в материале.

3. Затем доска распускается на отдельные бруски (ламели) требуемого сечения. Из ламелей удаляются все дефекты – материал с сучками, неровностями, которые могут влиять на качество будущей двери.

4. На специальной линии сращивания осуществляется склеивание бездефектных заготовок по длине в мебельный щит. Прочность дверного полотна обеспечивается за счет клеевого шипового соединения отдельных заготовок. Склеенные брусья обрабатываются с четырех сторон на фрезерных станках до требуемого сечения.
5. Склеивание ламелей по ширине, для изготовления полотен и отдельных элементов дверей, осуществляется в вертикальных прессах. На стадии этой операции строго контролируется перпендикулярное расположение волокон в соседних брусьях, что гарантирует высокую стойкость будущих дверей к различным деформациям в процессе эксплуатации.

6. Для придания несущим конструкциям двери высокой жесткости и стабильности форм, дверное полотно покрывают шпоном, изготовление которого происходит на отдельной технологической линии.
7. Для производства шпона используются цельные бревна, которые предварительно пропаривают (в запарной камере в течение 3-х суток), а затем – центрируют и ошкуривают на корообрезочном станке, чтобы избавить от коры и лубяного слоя.

8. Следующий этап – круговая обрезка. Бревно постоянно вращается, а станок снимает с него тонкий слой шпона, толщиной всего в 0,6 см. Со среднего бревна получается около 134 линейных метра шпона.

9. Затем шпон разворачивается и разрезается на листы. Листы с одинаковым узором волокон укладываются в стопку. Из них отбираются впоследствии части для внешней облицовки двери.
10. Для придания двери особой износоустойчивости, используют три слоя шпона (в эконом варианте – заменяют на МДФ или ДСП с одним слоем шпона).
Для этого клей наносят с двух сторон на средний слой листа шпона, и отправляют под горячий пресс. Здесь, при температуре более 100 C, средний лист плотно приклеивается к двум другим. Через полторы минуты клей застывает, образуя высокопрочный верхний слой-фанеру для дверного полотна. Такую отделку изготавливают из самых разных древесных пород (березы, дуба, бука, ясеня и других).

11. Шпонированную фанеру наносят на склеенное из ламелей дверное полотно, и помещают под холодный пресс на 30-40 минут, пока сохнет клей. Дальше – все составляющие конструкции двери шлифуются и проверяются на соответствие, чтобы в дальнейшей сборке исключить наличие недопустимых зазоров или перепадов.

12. Следом происходит замер длины/ширины изделия. Дверь отправляется на станок, который снимает фаску и обрезает края по заданным размерам. На следующем станке – выдалбливаются пазы для петель.

13. Вырезается отверстие для дверной ручки.
14. Затем, изделие шлифуется и покрывается лаком, сушится. Все части конструкции собираются в одно целое, комплектуются фурнитурой, упаковываются и отправляются на склад.

Изготовление полотна
Исходя из внутренних размеров дверной коробки рассчитываются габариты будущей двери. Кроме этого, важно определить размеры зазоров сверху и снизу. Когда замеры сделаны, необходимо из листа ДВП вырезать прямоугольник, повторяющий форму и размеры будущей двери. В процессе изготовления необходимо особое внимание уделить углам. Их размеры должны составлять ровно 90°.

Для стандартной коробки с габаритами 200*90см необходимо обстругать 2 доски до толщины в 50 мм и ширины в 110 мм. Поскольку для осуществления свободного хода двери необходимы зазоры, полотно следует обстругать до размеров 192*82 см. Для входной конструкции зачастую применяются филенки в количестве 5 штук. Это позволяет использовать цельные отрезки пиломатериалов.
Далее необходимо обрезать 2 доски по 192 см длины и 4 штуки по 72 см. Кроме этого, необходимо учитывать шпильки размерами в 50 мм с каждой из сторон. При производстве деревянных дверей лучше всего использовать строго симметричное расположение филенок. Однако, при необходимости создания дверей с ассиметричными формами закрепление деталей будет производиться в необходимом для этого месте. Такая структурность не повлияет на функциональность изделия. Но не стоит забывать о пазах в 50 мм.
При проверочной сборке деталей, в случае полного совпадения элементов и отсутствия щелей в пазах выполняется сборка конструкции с проклеиванием. В случае необходимости дополнительного укрепления конструкции в месте стыков можно вбить чопики шириной в 10 мм. После высыхания клея необходимо произвести выравнивание конструкции до абсолютной гладкости.
При производстве деревянных дверей для закрепления филенок необходимо выбрать подходящий материал, вполовину тоньше основного.
Изготовление филенок
Данные элементы выпиливаются из цельной древесины. Филенка должна плотно заходить в паз, не оставляя при этом никаких щелей. Одна из сторон должна быть абсолютно гладкой. Другая, по желанию, может быть украшена резьбой или любым иным способом. Филенки, во избежание последующей деформации листа ДВП, при установке должны располагаться на одном уровне с основной поверхностью.

После проверки точности соотношения всех параметров, филенки закрепляются с помощью саморезов, которые размещают под углом со стороны последующей накладки листа ДВП. Для придания эстетичности готовое изделие покрывается лакокрасочными материалами или морилкой.
Монтаж петель
Следующим этапом того, как делают двери своими руками из дерева, является установка петель. Одними из самых популярных являются изделия полушарнирного типа. С их помощью дверь устанавливается путем насаживания петель двери на ось сверху в открытом положении.
Изначально производится разметка петель на торце полотна и коробке. Сами петли крепятся к полотну при помощи подходящих по размеру саморезов. В случае возникновения перекосов, необходимо произвести корректировку положения петель. В противном случае конструкция будет подвержена самостоятельному открытию или закрытию.
Утепление
В большинстве случаев производство деревянных дверей подразумевает так же их утепление и обеспечение шумопоглощающих свойств. Для достижения такого эффекта возможно применить внешнюю обивку изделия. Это осуществляется путем проклейки полотна ДВП слоем поролона, отступая при этом от каждого края по 10 мм. Впоследствии на эти свободные полосы будет прибиваться декоративный внешний материал. Однако, такой вариант подходит больше для входных дверей.

Утепление межкомнатного полотна проще всего осуществить путем наполнения пустот под листом ДВП слоем ваты или поролона.
Пошаговая инструкция по изготовлению
Любой поэтапный план по изготовлению двери предусматривает сборку щита. Если предусматривается установка полотна в баню, тогда осуществляется простая сборка щита. Для фиксации досок используются поперечные и продольные элементы. Теплый короб для дома изготавливается с учетом эстетичности. Собранный щит шлифуется.
Читайте также: Профессия Менеджер по лизингу (менеджер лизинговых проектов, специалист по лизингу)
Изготовление двери из массива
В пошаговый план сборки полотна входит правильный выбор расходного материала. Чтобы сделать щит, потребуются шпунтованные доски толщиной более 25 мм. Затем расходный материал распиливается на отрезки.

Шпунтованные доски должны быть ровными и без пазов на лицевых сторонах
При сборке щита рекомендуется учитывать направление годовых колец. Для соединения шпунтованных досок используется замок «шип-паз» и столярный клей. Если расходный материал – нешпунтованные доски, тогда их собирают с помощью клея.
Работа производится на поверхности большой площади. Собранное покрытие поджимается струбцинами. Если щит высох, его обрабатывают фрезером. Чтобы была хорошая звукоизоляция, рекомендуется собрать щит из нескольких слоев досок. Полученная конструкция зажимается струбцинами.

Склейка массива
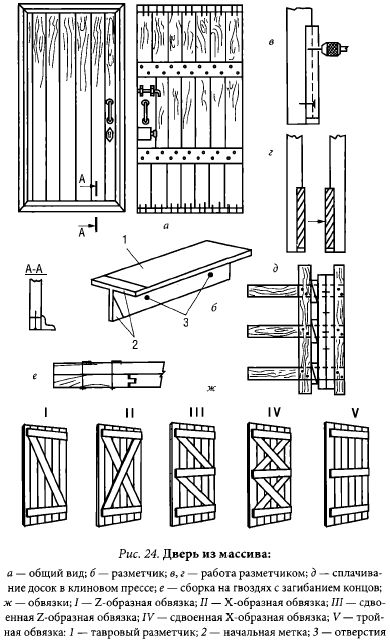
Традиционные способы перевязки досок в двери из массива
Для обвязки применяются поперечины, установленные вверху, в середине и внизу покрытия. На полотне выполняется разметка для пазов. Выполняемые углубления должны составлять ½ толщины расходного материала.
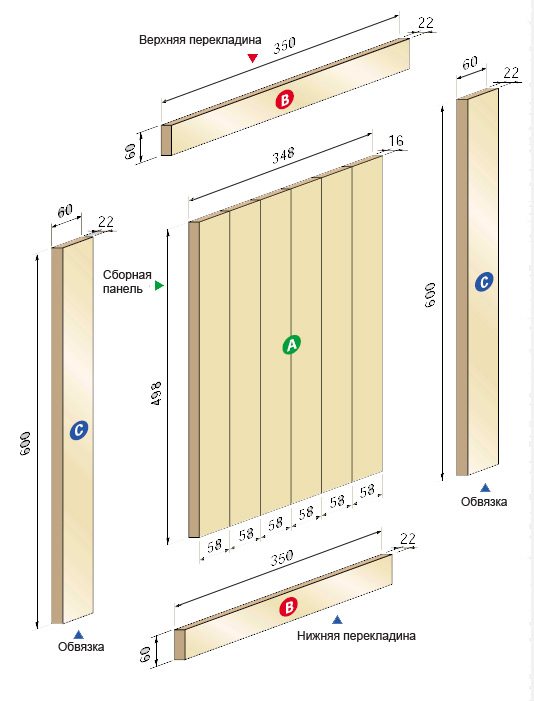
Схема сборки
С помощью фрезера вырезают отверстия. Сложнее вырезать пазы ручным способом. Для этого потребуется стамеска. Для вставки поперечины используется резиновый молоток. Если на полученный щит планируется нанести рисунок, предварительно карандашом обводится его контур по шаблону. Для вырезки используется фреза.

Вырезы фрезеруются по предварительно нанесенному карандашом рисунку
Затем выполняется покраска полотна с предварительной обработкой антисептиком. На полотне и коробе делают разметку для монтажа петель. Аналогичным образом выполняется разметка для ручки и замка. Последний этап – навес полотна в проем.

Обработка антисептиком и лаком
Изготовление щитовой двери
Инструкция по изготовлению щитовидного полотна позволяет использовать мелкозаполненные доски. Специалисты выделяют 3 метода сборки такой конструкции:
- предварительная сборка рамы с последующим заполнением его внутреннего пространства. С помощью такой технологии можно создать цельный либо мелкозаполненный щит;
- отдельное изготовление щита с последующей его фиксацией в раму. Последний этап – обшивка отделочным материалом;
- изготовленный щит монтируется в раму, облицовывается.
Чтобы собрать полотно по первой методике, проводится первичная обвязка. Она определит размер будущей двери. Для конструкции используется брус сечением 30×120 мм. Расходный материал нарезается с учетом размеров будущей конструкции.

Следующий этап – выбор типа соединения в углах. Специалисты советуют воспользоваться методом «в полдерева». Точная разметка будущих пазов – важный этап сборки щита.

Схема соединения элементов каркаса
Все пазы промазывают клеем. Соединение бруса проводится на ровной, но большой площади. Если клей высох, соединения фиксируют нагелями. Для этого выполняют сквозные отверстия диаметром 8-10 мм.
Для облицовки рамы используется фанера либо ДВП. Выполняется разметка, рама снимается. Рама возвращается на прежнее место. Её нужно прижать к облицовочному материалу, обработанному клеем.
Для облицовки используется фанера либо ДВП
Чтобы заполнить внутреннее пространство, используется МДФ. Его склеивают с нижним листом отделочного материала. Но предварительно клей должен хорошо подсохнуть. Параллельно рекомендуется подготовить расходный материал для внешней облицовки полотна.

Внутреннее заполнение придает полотну жесткость
Если потребуется приклеить 2 листа, тогда первый лист – это ДВП, а второй – ламинированный материал либо ШФ. Полученная конструкция отправляется под пресс.
Можно обшить дверь натуральными деревянными рейками. Их фиксируют к раме. Сделанные отверстия заполняются смесью из клея и опилок. Если поверхность высохла, её обрабатывают наждачной бумагой. Все углы и торцы обрабатываются фрезой. В готовое дверное полотно врезается ручка и замок, фиксируются петли. Дверь монтируется в соответствующую коробку.
По аналогичной методике изготавливается каркасная дверь – внутреннее пространство дополнительно укрепляется брусьями. Но перед началом работы проводятся точные расчеты, подготавливается чертеж.
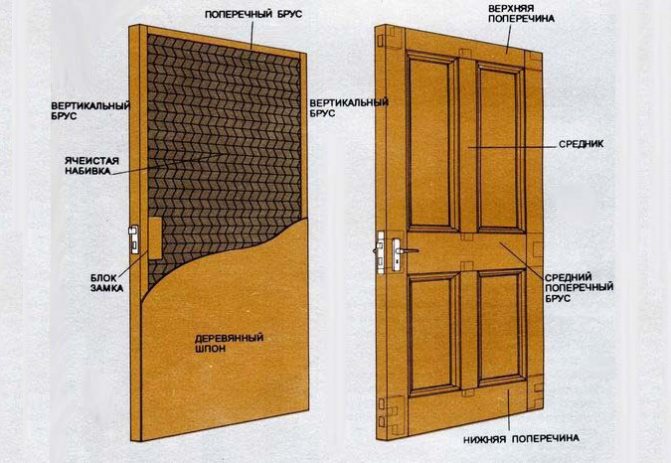
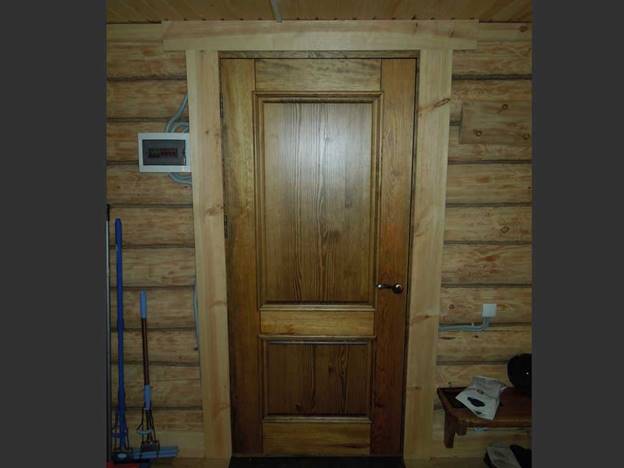
Изготовление филенчатой двери
Чтобы изготовить филенчатую дверь, потребуются специальные столярные инструменты и опыт. Составные элементы конструкции изготавливаются из фанеры, массивных досок. Предварительно подготавливается чертеж, на котором отмечаются 4 филенка.
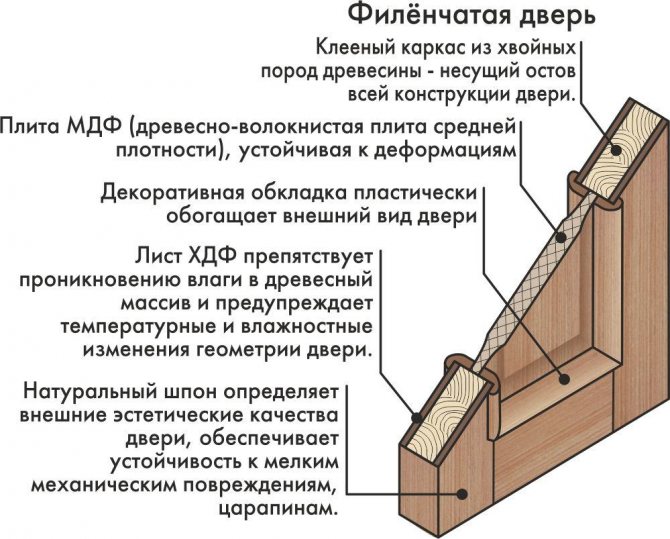
Филенчатая дверь в разрезе
Рама изготавливается из бруса. Предварительно его обрабатывают фрезой. Затем с одной его стороны делается паз. На поперечинах вырезаются шипы, а края обрабатываются фрезером. В пазы вставляют филенки и средники.
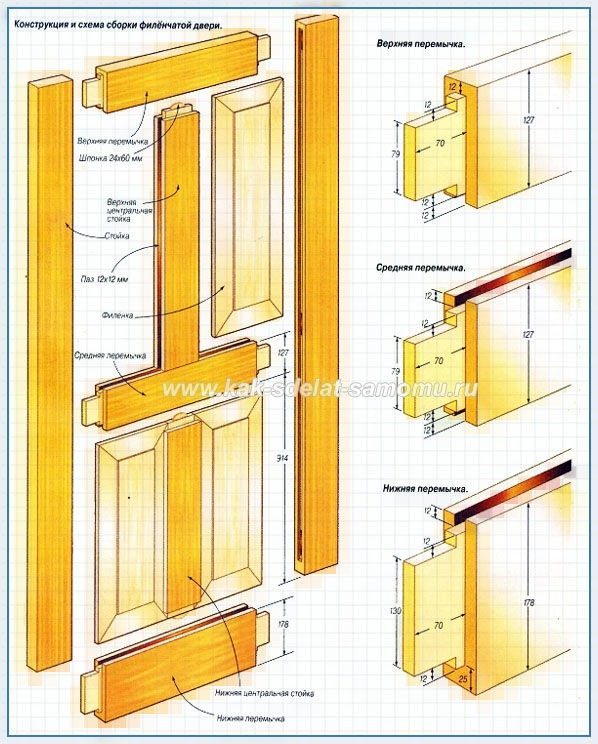
Схема сборки филенчатой двери
Читайте также: Мебельная мастерская – перетяжка мягкой мебели.
Торцевая часть покрытия, которая будет выходить на торец полотна, должна быть ровной. В вертикальных элементах выполняются прорези для сборки конструкции.
Чтобы сделать филенки, используется фанера либо ДСП. Некоторые филеночные элементы заменяются стеклом. В таком случае дополнительно используют штапики. Филенки с ровной плоскостью монтируются и обрамляются штапиком.
В противном случае филенки обрабатываются фрезером. Таким способом создается рельефная конфигурация. Для изготовления филенков используется фанера. Каждый элемент будущего полотна обрабатывается антисептиком, просушивается.
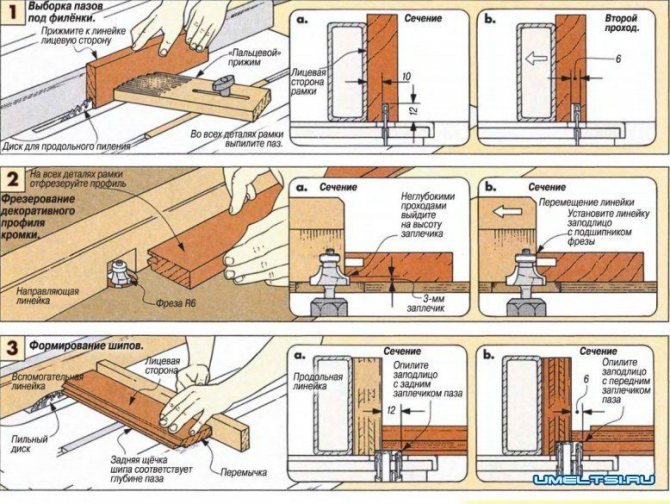
Схема фрезеровки 1
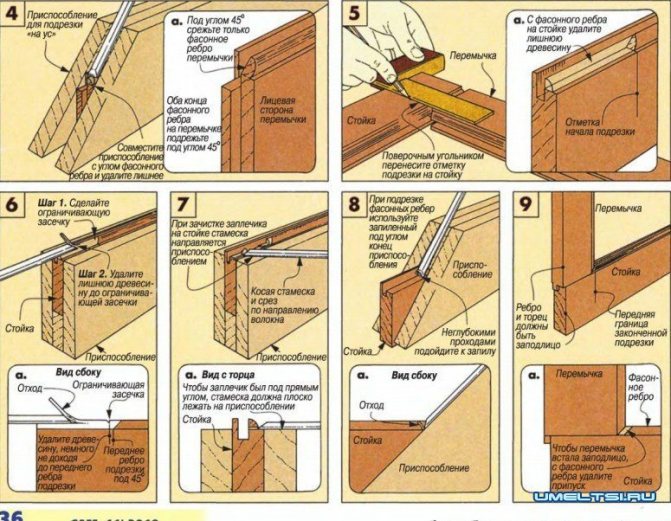
Схема фрезеровки 2
Все детали собираются в единую конструкцию на ровной поверхности, а каждый шип промазывается специальным клеем. Пошаговая сборка двери:
- вклеивание поперечин в пазы вертикальных брусьев;
- монтаж средников;
- монтаж оставшихся филенков;
- вклеивание вертикального бруса;
- фиксация штапиков для отделки.
Чтобы установить шипы в пазы, применяется прорезиненый молоток. Полотно подбивается со сторон. Для проверки углов используется строительный уголок. Покрытие сжимается струбцинами.
На полотне выполняются разметки для установки петель и ручки с замком. Монтаж фурнитуры производится после завершения отделочных работ. Для финишной отделки применяется акриловая краска либо лак. Чтобы получить темное покрытие, используется морилка.
Дверные конструкции из МДФ и процесс изготовления
Изготовление дверей из МДФ – процесс простой, но требует особой внимательности, навыков и наличие оборудования. В чем заключается технология производства дверей из МДФ и как это выглядит на деле:
- Выполняется каркас из брусков, предпочтительно хвойных пород древесины.
- Пространство между брусками заполняют композитными материалами, что создает известное сотовое заполнение.
- Наполнитель крепится к каркасу при помощи скоб, и изделие отправляется на конвейер для дальнейшей оклейки сот панелями МДФ.
- Если технология изготовления межкомнатных дверей из МДФ предусматривает наличие остекления, то на специальных станках прорезаются отверстия для вставок.
- Далее полотно подвергается шлифованию, включая прорези и нанесенные рисунки.
- На усмотрение клиента, а также по технологии изготовления межкомнатных дверей в конкретном случае, на поверхность наносится шпон, ламинат или лакокрасочный материал.
Вся технология изготовления межкомнатных дверей из МДФ и массива, представлена на видео.
Организационная форма и каналы сбыта продукции
Юридическую форму для бизнеса следует выбирать, предварительно оценив потенциального покупателя.
Здесь есть такие варианты:
- крупный опт – строительные компании и госпредприятия (обычно, действует тендерная основа, которую достаточно сложно выиграть новому игроку на рынке);
- заключение договоров с сетями строительных маркетов и специализированных магазинов;
- реализация через собственные розничные точки;
- дилерская сеть.
На практике, предприятие, занимающееся изготовлением межкомнатных дверей, редко ограничивается одним вариантом сбыта – для увеличения продаж следует разрабатывать все доступные «каналы».
Поэтому оптимальной организационной формой будет юридическое лицо – ООО (с ИП многие строительные фирмы и супермаркеты просто не сотрудничают).
В видах деятельности необходимо указать следующие коды:
- 20.30.1 Производство деревянных строительных конструкций и столярных изделий;
- 51.53.24 Оптовая торговля прочими строительными материалами.
Лицензия на производство межкомнатных дверей не требуется. Но если вы планируете в качестве дополнительных услуг предоставлять установку, учтите, что без специального разрешения допускается монтаж дверных полотен только на место уже существующих проемов. Если же проект предусматривает расширение или любое другое изменение проема – тогда необходима соответствующая строительная лицензия.
Технология производства дверей шпонированных
Межкомнатные шпонированные двери производятся в двух вариантах — пустотелое полотно (плоское, с формованными панелями или филенчатое) в каркасе из массива и сплошное дверное полотно из клееной древесины в деревянной раме.
Создание пустотелой дверной створки начинается с построения каркаса из соснового бруса (обычно с сечением 30х33 мм), влажность которого не выше 8%, что позволяет избежать гнилостных процессов, образования трещин и искривлений каркаса во время эксплуатации двери. Если в дверное полотно будет вставлен стеклопакет, то потребуется дополнительный каркас, выставляемый по периметру остекления, его горизонтальные стойки крепятся пазовым соединением к основному (внешнему) каркасу.
Готовый каркас с одной стороны будущей створки оклеивается 4 мм панелью МДФ, затем в полость между ребрами каркаса укладывается сотовый наполнитель из картона или, в некоторых моделях, плиты экструдированного пенополистирола, по заполнении полость заклеивается второй панелью МДФ.
Перед тем, как произвести фанерирование готовых поверхностей дверной створки шпоном, необходимо подготовить отделочный материал. Дело в том, что ширина полос натурального шпона редко превышает 300 мм и требуется сформировать из них листы, ширина которых чуть больше ширины дверного полотна. Шпон сортируется по текстуре и цвету так, чтобы соседние полосы зеркально повторяли друг друга — каждую вторую полосу для этого разворачивают на 180°. Набранные таким образом полосы помещают в специальный станок, где выполняется их склеивание — клеевая лента (нить) вводится в линию прямого или зигзагообразного шва и полосы шпона склеиваются между собой в ус или внахлест.
По завершении этой операции сформированные листы шпона очищаются по линии шва от излишков клея и обтачиваются по шаблону дверного полотна.
Теперь производится оклеивание (фанерирование) поверхностей собранной дверной створки подготовленными листами натурального шпона, толщина которых 1-2 мм. На обе стороны створки наносится клей, укладываются листы шпона и створку помещают в горячий пресс, плотно прижимающий шпон к основе из МДФ и ускоряющий отверждение клеевого слоя. Затем створку помещают в торцевой пресс, предварительно наклеив шпон по периметру торцов створки.
Оклеенная шпоном створка будущей межкомнатной двери проходит шлифовку поверхностей до тех пор, пока они не станут идеально гладкими, после чего ее поверхности покрывают двумя слоями бесцветного двухкомпонентного лака. Покрытие лаком позволяет усилить декоративные свойства шпонированного слоя (цветность и текстуру), а также повысить защиту дверной створки от проникновения внутрь влаги.
Сплошное полотно дверной створки собирается из соснового бруса, плотно подогнанного и склеенного между собой в щит методом горячего прессования. Готовая основа створки подвергается профильному фрезерованию и шлифовке, затем оклеивается панелями МДФ, далее листами шпона аналогично пустотелым створкам — эти и последующие этапы их производства совпадают.
Пустотелые створки дверей, облицованные натуральным шпоном, весят значительно меньше створок из клееного массива, что позволяет использовать для их подвешивания менее мощные петли и элементы дверной коробки, они относительно дешевы — порядка 3500 руб. за дверную створку (без коробки). Недостатком шпонированных пустотелых дверей является недостаточная жесткость полотна створки — случайный удар может вызвать пробоину, заделать которую без ущерба для внешнего вида двери практически невозможно.
По сравнению с пустотелыми створками шпонированные двери с основой из клееного бруса пробить крайне сложно, удастся разве что поцарапать отделку из шпона. Обладая значительным весом, створки с каркасом из клееного массива необходимо навешивать на усиленную коробку с использованием особо прочной фурнитуры. Стоимость шпонированных дверей со сплошным клееным каркасом составляет около 6000 руб. за дверную створку — они дороже пустотелых, поскольку их сложнее изготовить.
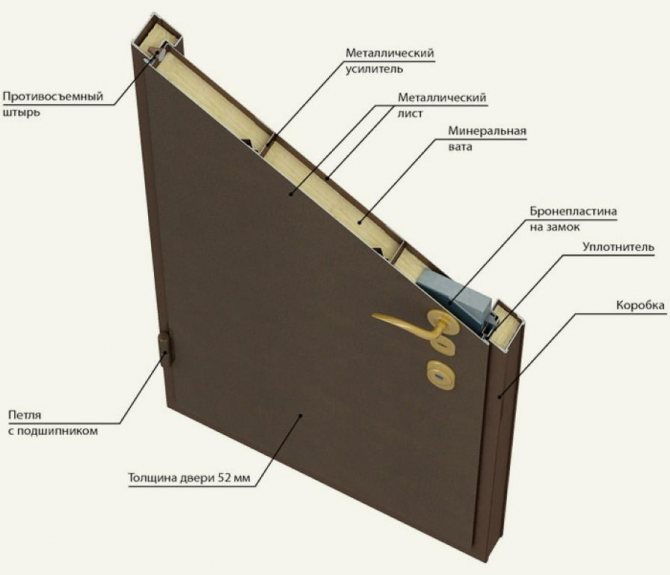
Помимо шпонированных межкомнатных дверей существуют металлические входные двери, также отделанные натуральным шпоном. Сначала к полотну металлической двери при помощи саморезов крепятся панели МДФ, затем на них наклеиваются листы шпона. Рациональным выбором будет металлическая дверь, внутренняя сторона (обращенная внутрь дома) которой отделана натуральным шпоном, а внешняя — пластиковой или МДФ панелью, поскольку заменить такую панель намного проще, чем поменять шпонированную отделку.
Существует три способа отделки дверной поверхности шпоном: холодное шпонирование, горячее и мембранно-вакуумное. Наиболее проста технология холодного шпонирования — шпон клеится к поверхностям под прессом. Горячее прессование подразумевает использование горячего пресса и особых клеящих материалов, его результаты превышают характеристики холодного шпонирования. Мембранно-вакуумный способ шпонирования позволяет отделывать натуральным шпоном как плоские поверхности, так и имеющие сложный рельеф, и поэтому является наиболее эффективным среди прочих.
Что нравится потребителю? Критерии выбора
Ассортимент продукции – важнейшее решение для будущего производства. И определять его следует с учетом потребительских предпочтений.
Основные виды межкомнатных дверей:
Из массива
Дверное полотно изготавливают из ламелей дерева (массив разных пород – от мягких, типа сосны, до твердых дубовых и более ценных). Бруски сращивают с помощью клея и выдержки под прессом, полотно шлифуют, калибруют и лакируют, либо покрывают декоративной отделкой (например, шпоном дорогих пород).
Для дверей премиум-класса возможна более сложная технология: применяется частичное тонирование, мозаичное сращивание, инкрустация, благодаря чему дверное полотно превращается в настоящее произведение искусства.
Деревянные с отделкой шпоном
Двери среднего ценового сегмента. В основе, обычно, недорогая древесина в виде досок, скрепленных в каркас, покрытый шпоном с внешней стороны.
Для пустот используют различные наполнители, например, гофрокартон.
Ламинированные
При ламинировании на каркас-основу из ДСП или МДФ наносится пленка различного цвета и текстуры. Такая технология производства позволяет имитировать различные материалы (и не только дерево), но износостойкость подобных дверей – наиболее низкая среди всех видов;
Пластиковые, алюминиевые и их различные комбинации
Комбинирование таких материалов как пластик и алюминий используется для оснащения нежилых помещений (офисы, медицинские, государственные, образовательные учреждения).
По оценкам производителей, тенденции потребительского спроса можно охарактеризовать так: «от дешевого к дорогому». Сегодня наиболее востребованы шпонированные двери, но с основой не из ДСП, как было ещё пару лет назад, а из древесного массива. Почему?
Причины очевидны:
- надежность – на межкомнатные двери идет довольно большая нагрузка (особенно, если в доме есть ребенок). А цельный массив всегда выигрывает у каркасной конструкции, и шпон из твердых пород дерева защитит полотно лучше ламината и других пленочных материалов;
- шпон однороден по структуре (по сравнению с мебельным щитом), поэтому несложно подобрать максимально похожие двери для разных комнат;
- натуральность материала;
- цена – стоимость дверей из недорогой древесины, облицованной шпоном «вписывается» в категорию среднего ценового сегмента (порядка $250), но прослужат они намного дольше, чем каркасные изделия. Да и при необходимости, такие двери можно реставрировать.
Двери из пластика
Если говорить про изготовление пластиковых дверей, то все прекрасно знают, что производители данной продукции ориентированы так же и на окна — можно даже сказать, что в основном на окна. Их ставят везде, и именно они составляют львиную долю ассортимента любого предприятия подобного типа.
- Спросом пользуются и внутренние, и входные двери, но их всё больше ставят в учреждениях и офисах. В жилом секторе, основной вид пластиковых дверей – это двери балконные. Как и в любом производстве, здесь тоже нужно стремиться к наиболее качественному результату. Чтобы продавать ПВХ двери, технология изготовления и монтажа должна строго соответствовать существующим нормам.

Пластиковая балконная дверь с полным остеклением
- Для этого так же требуется определённый комплект оборудования, и квалифицированный персонал. Здесь имеется в виду не только рабочие, которые непосредственно собирают изделия, но и замерщики, и менеджеры, занимающиеся материально-техническим снабжением цеха — ведь качественный продукт из некачественного материала не получить.
При правильном подходе к организации бизнеса по изготовлению пластиковых окон и дверей, предприятие обязательно будет рентабельным, так как прибыль всегда превышает расходную часть. Конечно, для этого нужно глубоко изучить рынок, подыскать подходящее помещение, и вложиться в рекламу. Всё это расходы, но благодаря востребованности данного товара, они быстро окупаются.
Оборудование и материалы
Что касается оборудования, то тут свой перечень. Прежде всего, это пилы для резки армирующего профиля, который для придания жёсткости вставляется в профиль пластиковый. Крепят их между собой с помощью пневматических шуруповёртов. Естественно, что для подачи сжатого воздуха нужен и компрессор соответствующей мощности.
Обратите внимание! Чтобы во внутренней полости профиля не образовывался и не скапливался конденсат, в импостах, рамах и створках сверлят отверстия. Для этого используется дренажный станок – хотя сделать это можно и с помощью дрели.

Зачистка сварных швов на профиле
Итак:
- В производстве пластиковых окон и дверей не обойтись и без станка, предназначенного для сварки углов профиля. Наплывы, образующиеся после сварки, удаляются с помощью зачистного станка, который может быть как ручным, так и входить в комплект автоматизированной линии.
- Перед установкой импоста в рамный профиль, его торцы должны быть отфрезерованы. Для этой цели используют торцефрезерный станок, который может быть настольным, и иметь механические прижимы, или стационарным, с прижимами пневматическими.
- Ну а для удобства работы используется вспомогательное оборудование, к числу которого относят контейнеры для хранения заготовок, тележки, и сборочные столы. Для небольшого цеха с производительностью до десяти изделий за смену, можно приобрести необходимое оборудование в комплекте. В него входят ручные станки и настольные инструменты.

Шаблон, с помощью которого сверлят отверстия
Кроме тех, о которых было уже упомянуто, в комплекте присутствуют: электрический рубанок, с помощью которого зачищают поверхности; инструмент ласточка, необходимый для зачистки наружных углов; шаблон, используемый для симметричного сверления отверстий – а так же инструменты для фрезеровки каналов водоотлива под углами 45 и 90 градусов. Всего девять единиц оборудования, стоимость общая стоимость которых составляет примерно 130.000 рублей.
Технологический порядок сборки ПВХ двери
Процесс сборки окон и дверей из профиля ПВХ, во многом идентичен, но у дверей всё же есть и кое-какие особенности.
В целом, сборка выглядит так:
- Сначала режут в размер металлические и пластиковые длинномеры. Кстати, дверной профиль отличается от профиля оконного сечением. При наружном открывании он имеет Т-образную форму, а при внутреннем открывании – форму Z. Этот нюанс обязательно указывается в заказе.
- На втором этапе выполняется дренажное фрезерование, необходимое для обеспечения слива конденсата. Это делается и в оконном, и в дверном профиле.
- Далее, в пластиковый профиль вставляют профиль металлический, сразу же подготавливают отверстия под планки, ручки и замки. На входных дверях замок может иметь нажимную ручку, в офисных вариантах – скобу.
- Следующая операция – это нарезка в размер импоста, и фрезерование его торцов. По её окончании, приступают к выполнению всех соединений, осуществляемых механическим способом. После этого сваривают рамный и дверной профили, и зачищают их поверхность.

Монтаж фурнитуры на дверь
- Если дверь будет с порогом, на следующем этапе собирают именно его. Порог режут по размеру, устанавливают на него прокладку, потом соединитель. Теперь в створку двери, монтируют импост, а на порог ставят уплотнитель.
- Далее наступает момент крепления на полотно петель, которое осуществляется с помощью шаблона. Петли регулируют, устанавливают ручку или замок, фиксируют на раме ответную планку. Остаётся только установить стеклопакет, и дверь готова для доставки к заказчику.
Убедившись, что вся фурнитура нормально функционирует, ручки, нажимную гарнитуру и личинку замка снимают. Это необходимо для избежания повреждений при транспортировке.
Ну а дальше уже дело за монтажниками, которые должны качественно осуществить установку двери, снова навесить фурнитуру, и убедиться, что створка притворяется плотно, но без лишнего усилия.
Покупаем необходимое оборудование
На предприятии обязательно должно стоять профессиональное оснащение. Цех стандартно оборудуется двумя типами устройств, которые называются просто линиями. Они зависят от количества рабочих рук и эффективности производительности и потому называются автоматическими, полуавтоматическими и ручными. Новичкам мы советуем исключительно полуавтоматы, и на это существуют причины.
Во-первых, подобное оборудование стоит намного меньше полноценного автоматического, ведь некоторые из станков вполне заменяются на более дешевые аналоги. Кроме того, его эффективность достаточно высока в сравнении с ручным трудом – выходит получить около 15-20 изделий за день, чего не позволяют ручные технологии.
Да и человеческий фактор доведен до возможного минимума, что, конечно, все еще обязывает нанимать профессионалов высшего класса и контролировать процесс, но не в больших количествах. К необходимым для закупки аппаратам относятся следующие:
- Полуавтоматизированная гильотина или станки, режущие металл.
- Пресс для сгибания стальных листов или же для сращивания деревянных щитов.
- Сварочная машина или стандартный аппарат для сварки (на производство алюминиевых дверей или дверей из другого металла).
- Лакокрасочное оборудование.
- Ленточная пилорама (для деревянных работ).
- Сушильная камера для дерева.
Все вышеописанные станки в основном занимают небольшое количество места, что тоже позволяет неплохо организовать рабочий процесс. Не стоит забывать о закупке мелкого инвентаря вроде болгарок, пил, стеллажей и прочего, что позволит добиться оперативной работы завода.
Технология просушки досок
Для абсолютной уверенности в качестве используемого материала, а в последующем и всей конструкции двери, после покупки доски необходимо дополнительно просушить. Это необходимо сделать даже если их внешний вид идеален. Для этого, каждая из досок укладывается на прокладку, разделяющую бруски так, чтобы они не соприкасались друг с другом в теплом помещении с пониженной влажностью.

Изготовление деревянных дверей с применением таких манипуляций необходимо для удаления излишней влаги, обязательно находящейся внутри древесных волокон. Если упустить этот этап, в материале будет расти плесень, которая впоследствии разрушит изготовленную из таких досок дверь.
Место для просушки древесины должно отвечать следующим параметрам:
- Температура воздуха не ниже 25°C;
- Невысокий уровень влажности;
- Хорошая проветриваемость.
При таких условиях этап просушки занимает около 1,5-2 месяцев. Однако, этот процесс можно значительно ускорить путем использования специальных камер. В таких помещениях температура воздуха нагнетается до отметки около 50°C, но при этом нельзя превышать данное значение.
Производство деревянных дверей с нарушением технологии и превышением допустимого температурного режима в ходе просушки повлечет за собой вытекание из дерева смолистых веществ, основной функцией которых является скрепление волокон древесины.

Камера для сушки может быть обустроена в любом подходящем по параметрам месте, будь то гараж, склад или сарай. В процессе подобной сушки, пиломатериалы укладываются таким же способом, как и при просушке без обогрева воздуха.





